
Multi-functional High-Integration Design
Achieving multiple functions such as heating, cooling, insulation, stirring, environmental dust removal, and condensation recovery in one reactor to meet high integration demands, improve production efficiency, and reduce equipment costs.
Diverse Structures and Configurations
We offer a variety of reactor structures to meet different process needs:
Pressure types: Atmospheric, vacuum, positive pressure, and dual-pressure types
Heating and cooling methods: Jacket type, external coil type, external jacket with internal coil type
Stirring methods: Multiple stirring options based on material properties to ensure optimal reaction performance.
Customized Solutions and Complete Systems
Based on customer capacity requirements, process flows, and production time, we provide professional non-standard custom designs. Our regular products are offered as complete production lines to ensure efficient and stable production operations.
On-Time Delivery
Direct factory shipments optimize the delivery process, ensuring that equipment is delivered on time to meet project schedules.
Professional After-Sales Support
Offering enamel repair, maintenance, and quick problem-solving services to ensure long-term stable operation of the equipment.
Technological Innovation
Focused on developing high-temperature and high-pressure resistant enamel-lined equipment, providing green, environmentally friendly, and energy-efficient designs.

Industrial Chemical Reactor
Used for chemical synthesis and polymerization reactions to ensure thorough reaction of raw materials.

Reactors In Pharma Industry
Controls temperature and pressure for the synthesis of pharmaceutical raw materials.

Food and Beverage Industry
Used for mixing and heating seasonings and sauces.

Petrochemical Industry
Used for petroleum processing and synthesis of petrochemical raw materials.


Heat Exchanger
Compact, lightweight, excellent heat transfer performance, high pressure and temperature resistance, easy installation, and low maintenance.
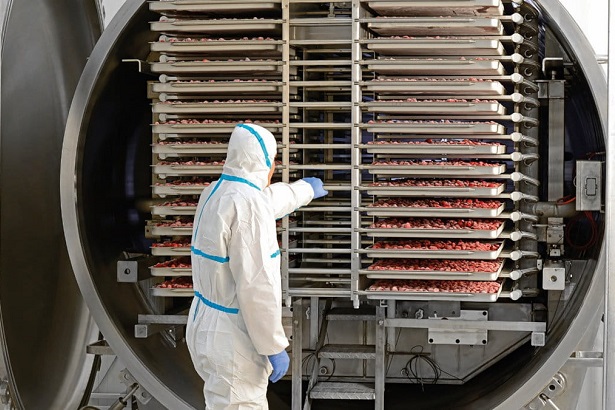
Dryer
Compact design, stable operation, fast dehumidification, and automated control.

Evaporator
High pressure resistance, excellent anti-frost performance, and adaptability to various operating conditions.

Agitator
Made from high-temperature and corrosion-resistant materials, providing uniform mixing and suitable for demanding conditions.
